
本文作者分析零电压的产生原因,重点分析极片毛刺导致电池零电压的现象,以 准确找到短路的原因,精准解决此问题,更好地理解生产过程中极片毛刺管控的重 要性。
1 实验
1.1 电池制备
实验电池以镍钴锰酸锂材料(NCM111)作为正极活性物质。将正极活性物质、导电剂 SP 炭黑、黏结剂聚偏氟乙烯 PVDF 和溶剂 NMP 按照质量比 66∶2∶2∶30 搅拌,制成浆料,涂覆在 15μm 厚的涂碳铝箔上,单面涂覆量为 270g/m2 。将正 极极片放置在温度(120±3)℃的烤箱中干燥 24h ,辊压后,极片的压实密度为3.28g/cm3 。 以钛酸锂材料 Li4Ti5O12 作为负极活性物质。将负极活性物质、导 电剂 SP 炭黑、黏结剂 PVDF 和溶剂 NMP 按照质量比 52∶2∶2∶44 搅拌,制成浆料, 涂覆在 15μm 厚的涂碳铝箔上,单面涂覆量为 214g/m2 。将负极极片放置在温度 (110±3)℃的烤箱中干燥 24h ,辊压后,极片的压实密度为 1.85g/cm3 。干燥后的 极片经分切后,极片宽度(136.0±1.0)mm ,极片毛刺不超过 12μm 。 以 1mol/L LiPF6/EC+EMC+DMC(体积比 1∶1∶1)为电解液,20μm 厚的聚乙烯(PE)多孔隔膜 为隔膜,制备 66160 型电池,容量设计为 45Ah 。卷绕组装后,将铝壳顶盖焊封, 将实验电池放置在温度(85±3)℃的烤箱中,干燥 24h ,再向电芯注液,注液量均为 200g 。注液后的电池在常温下静置 72h ,静置结束后,对所有实验电池进行开路 电压(OCV)测试,记录电池内阻和电压。
1.2 充电测试
用交流内阻测试仪进行内阻和电压分析。用 5V-50A 高精度电池性能检测系统 进行充电性能测试。对注液后静置结束的电池进行电压测试时,短路电池的电压为 0 ,即为零电压电池。对零电压电池进行充电测试。在环境温度(25±3)℃下,采用 1A 、2A 和 3A 等不同电流充电,充电结束后,观察电池电压的变化情况。按照电流从 小到大、时间由短到长进行实验,充电时间分别设置为 5s 、10s 、25s。
1.3 自放电测试
采用二次元测试仪进行极片毛刺分析。用交流内阻测试仪进行内阻和电压分 析。用 5V-50A 高精度电池性能检测系统测试电性能。用高温箱控制电池温度。
化成前的零电压电池,充电后,毛刺熔断,零电压不再出现。对该电池进行正常化 成流程测试,化成工艺如下:①高温箱温度达到 120℃后,搁置 120min;②1.0C
恒流充电 至截止电压 2.8V 后。 转恒压充电,充电截止时间 2h;③搁置 10min;
④1.0C 恒流放电至截止电压 1.5V 后,转恒压放电,放电截止时间 2h;⑤搁置
10min;⑥重复②到⑤步骤 3 次;⑦1.0C 恒流充电,充电时间 0.7h ,再以 2.3V 恒压充电,截止电流 0.45A 。对化成后的电池进行自放电测试。采用测试静态电压 的方法,测试电压时长不少于两个月。电池在常温(25±5)℃下静置 24h 后,进行 开路电压测试并记录。电池继续在常温下静置,一个月、两个月后,再次进行开路 电压测试并记录。
2 结果与讨论
2.1 化成前电池电压对比
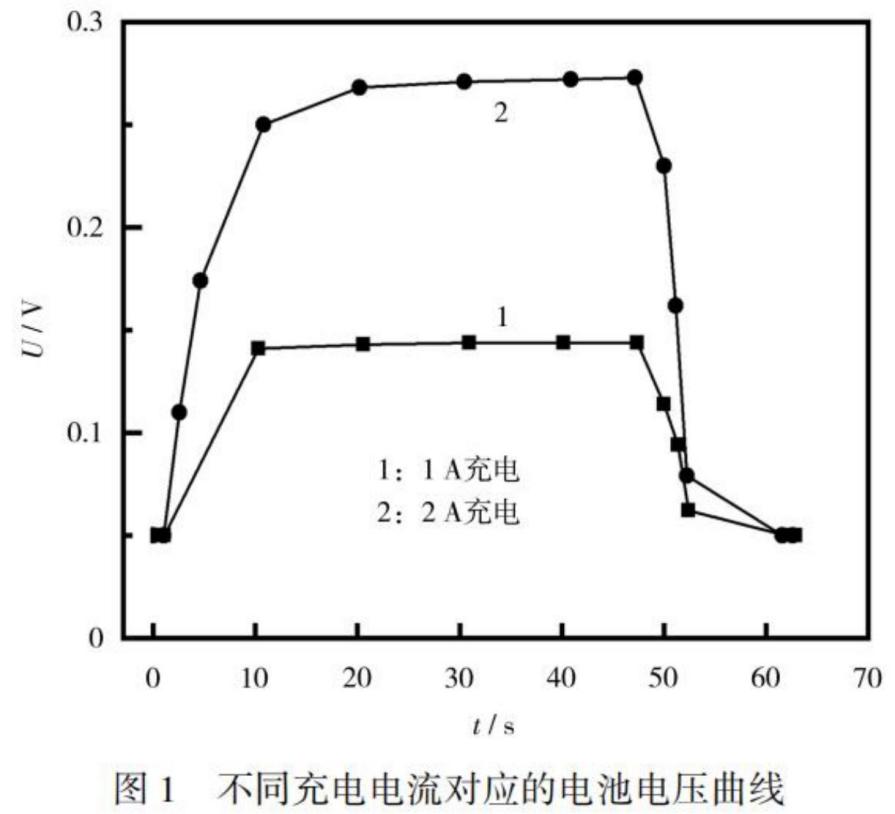
1A 、2A 充电过程中及停止充电后的电池电压见图 1 。从图 1 可知,零电压电 池可近似看作内部存在毛刺短路。该电池可承受 1min 内 2A 以下电流的测试。当 充电电流为 1A 、2A 时,由于内部存在毛刺导致的短路,电压达到一个稳定值后不 再变化;当停止充电后,电压快速恢复到 0。
继续增大充电电流,将充电电流改为 3A ,充电时间分别设置为 5s 、10s、 25s ,电池的充电测试曲线见图 2。
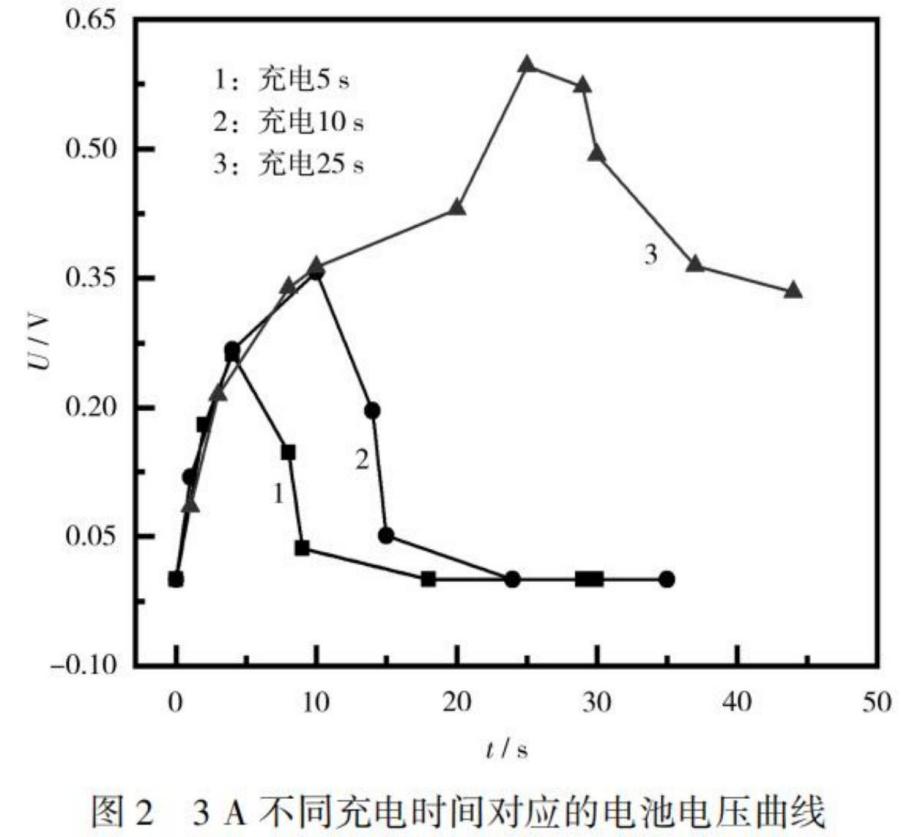
从图 2 可知,当充电电流达到 3A 时,电池在 5s 和 10s 充电时间下,电压状 态与 1A 、2A 充电类似。继续延长充电时间,当充电时间超过 10s 后,电压缓慢上升;当充电时间达到 20s 后,电压快速上升,充电停止后,电压缓慢下降,短时间内没有出现之前的零电压现象。由充电过程中电压变化的速度可知,此时,电 池内部的毛刺已因充电产生的热量发生了热熔断。毛刺熔断之前,在充电开始后的 10~20s 内,电压出现一个缓慢上升的阶段。20s 后,毛刺熔断,此时电池电压出 现快速上升。停止充电后,电池电压缓慢降低。毛刺熔断后,金属杂质仍然残留在 电池内部,导致自放电快于正常电池。对该电池进行正常化成后,测试自放电速度。
2.2 化成后电池自放电对比
实验选取的电池按照 1.3 节化成工艺进行充放电,步骤 ⑦结束后,电池 荷电状 态 (SOC)约为 80% 。在常温下对电池 进行自放电测试,并选取正常电池和同批包 含杂质电池进行对比,测试数据见表 1。
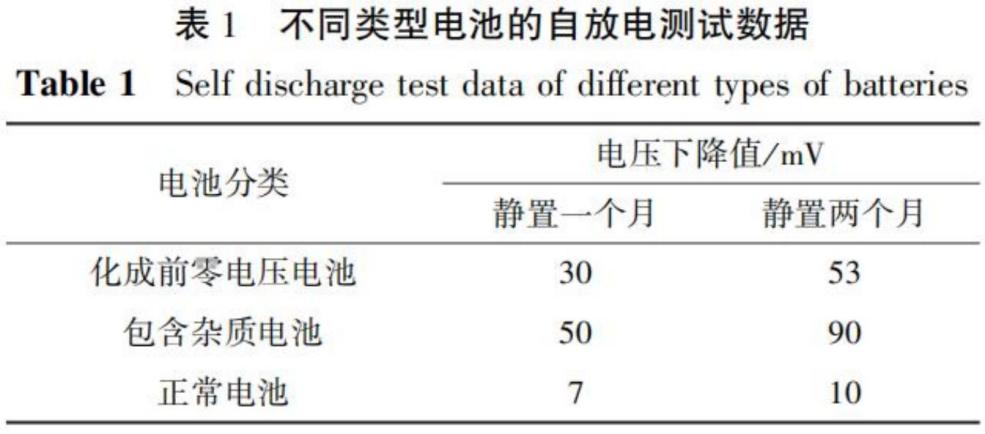
从表 1 可知,毛刺导致的电池自放电现象确实存在,影响了电池的荷电保持 能力。采用充电电流分析自放电异常的原因,可直观地反映出制造过程中极片毛刺 的异常状况,说明在生产过程中应进一步加强工艺控制要求,及时维护刀具,保证 电池的性能,减少安全隐患。毛刺熔断后,极片内部仍存在金属杂质。测量电池分 容后的自放电数据可知,正常电池常温下静置一个月后,电压降低约 7mV ,两个 月后,电压降低约 10mV ,说明毛刺过大电池的自放电率大于正常电池。结合化成 前的电压和分容后的自放电数据分析可知,毛刺过大,将导致电池荷电保持性能出 现异常。电池极片存在的毛刺不会完全消失,将长期影响电池的性能。
3 结论
电池制造过程中,控制极片毛刺大小是一项关键参数。毛刺导致短路后,电 池在注液后的电压为 0 。对毛刺引发的短路电池进行小电流充电,会出现电压恒定 不变的现象,当电流达到毛刺熔断值后,电池内部存在金属杂质,会继续影响电池 的自放电,自放电率大于正常电池。该方法可以识别电池制造过程中毛刺引发的电 池短路,从而指导在电池生产过程中,加强对分切、模切、卷绕设备进行排查,避 免大批量不合格电池的产生。
文献参考:韩任杰.极片毛刺导致电池短路的检测方法[J]. 电池,2023,53(5):538-540

不错不错
学习了