
近年来国内铜产量增长有限,国内铜产量远不能满足需求,对外依存度持续攀升并达到 80%以上,价格也一直在上涨,铜的价格是铝的4倍,推行铝的应用势在必行。
电池系统中,电芯正负极柱采用铝,电芯间的汇流排中已经普遍应用铝排,高压母排基本上还是以铜排为主。

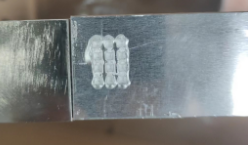
铜的高导电性保障大电流传输,铝的轻量化特性(密度仅为铜的 1/3)降低电池包重量,而二者的物理特性差异(熔点、氧化倾向、脆性相生成),在铜铝转接却带来诸多挑战。
以下从机械连接、焊接连接、复合材料预制三个维度,介绍电池包铜铝连接的方式。
一、机械连接:
机械连接通过物理压力实现导电接触,适合维护或测试阶段的电池包连接,需解决氧化层与振动松动问题。
1、螺栓连接:
螺栓连接是电池包之间高压连接的常用方式(如电池包组内串联)。
结构设计:铜端子与铝端子通过螺栓压紧,中间镀镍过渡或者加导电垫片(厚度 0.1-0.3mm),接触面涂导电膏(降低接触电阻至<10μΩ);
防松措施:采用施必牢螺纹(增加摩擦力)或点焊防松(螺母与螺栓点焊固定),应对车辆振动(10-2000Hz);
适用性:适合大尺寸端子(截面积>100mm²),但体积大,需预留维护空间。
2、压接 / 铆接:
压接或铆接通过塑性变形实现连接,适合电池包内部汇流排与极柱的连接(如圆柱电芯模组)。
压接工艺:用专用模具(硬度 HRC55 以上)施加压力(50-500kN),使铝极柱与铜端子产生塑性变形,接触面积达设计值的 90% 以上;
铆接特点:半空心铆钉(材质为铝或铜镀镍)通过冲压使尾部膨胀,实现机械固定与导电连接,适合薄壁件(0.3-2mm);
局限:长期使用可能因材料蠕变(铝在 80℃以上蠕变明显)导致接触电阻上升,需定期检测。
二、焊接连接:
焊接是电池包中铜铝连接的核心方式,需解决氧化层阻碍(Al₂O₃熔点 2050℃)、脆性相生成(如 CuAl₂)、熔点差异大(铜 1083℃ vs 铝 660℃)三大难题,具体工艺需适配电池包的电流等级(数百至数千安培)和空间限制(紧凑布局)。
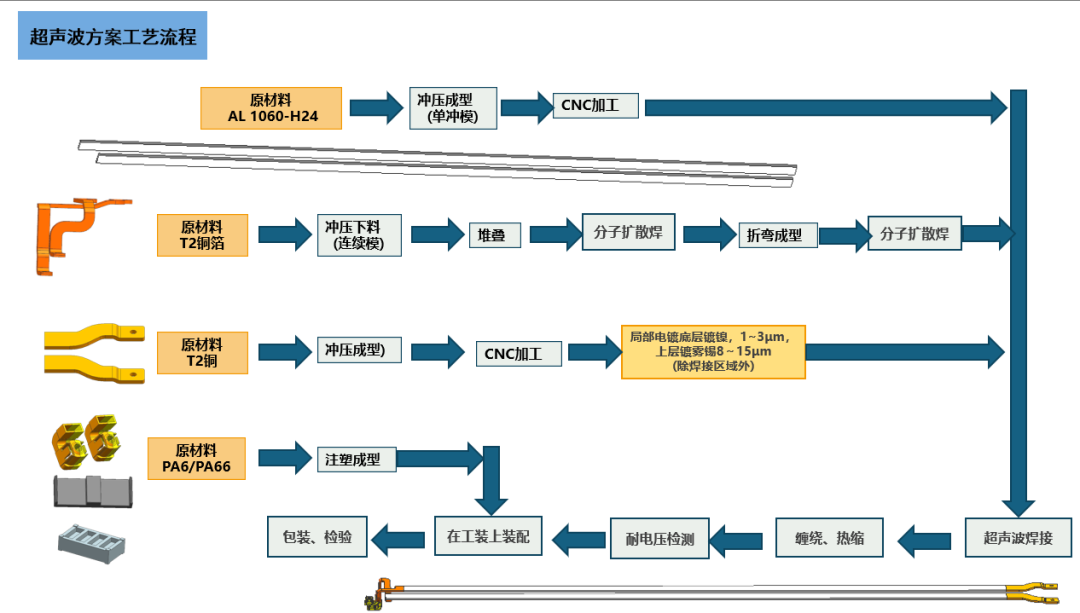
1、超声波焊接:
超声波焊接是动力电池包极耳、薄汇流排连接的主流工艺,尤其适合铝壳电芯(铝极柱)与铜汇流排的搭接。
核心原理:通过 15-70kHz 高频机械振动,使铜铝搭接面微观凸起发生塑性流动,破除氧化层并产生局部温升(<300℃,远低于熔点),在压力作用下实现原子扩散连接(固态焊接)。
工艺要点:
搭接长度需根据电流设计(通常 5-20mm),铝排在上时可减少焊头磨损;
焊前需用激光或砂纸清理表面氧化层(粗糙度 Ra≤1.6μm);
关键参数:振幅 30-50μm,压力 50-300N,焊接时间 0.1-1 秒(根据厚度调整)。
电池包适用性:
优势:无熔化过程,避免脆性相生成,热影响区仅数十微米(保护电芯极耳),适配薄壁件(0.3-3mm)和紧凑空间;
局限:仅适用于薄件,厚板(>5mm)易出现虚焊,需通过多焊点分布弥补。
难点:
1)因超声波焊接只能采取搭接焊布局方式,铜铝排需要进行CNC或精雕,铝排硬度较软,加工精度较难保证;
2)搭接焊会有空气间隙存在,区域温度高导致电腐蚀,影响产品性能。
2、激光熔钎焊:
激光熔钎焊通过 **“铝熔化、铜微熔” 的非对称加热 **,适配电池包中需密封或复杂形状的连接(如方形电芯顶盖与汇流排)。
核心原理:聚焦激光束(功率 500-3000W)优先加热铝侧使其熔化,熔化的铝作为 “钎料” 润湿铜表面,形成冶金结合,配合氩气保护防止氧化。
工艺优化:
铜表面镀镍(5-10μm)降低激光反射率(铜反射率>90%);
采用绿光激光(波长 532nm)替代传统光纤激光,提升铜的吸收率;
焊接速度控制在 1-5m/min,避免铝过熔产生气孔。
电池包适用性:
优势:焊缝宽度仅 0.3-1mm,适合精密连接(如电池包采样线与汇流排),热影响区<0.5mm;
局限:对装配间隙要求严格(<0.1mm),设备成本高,不适合厚板连接。
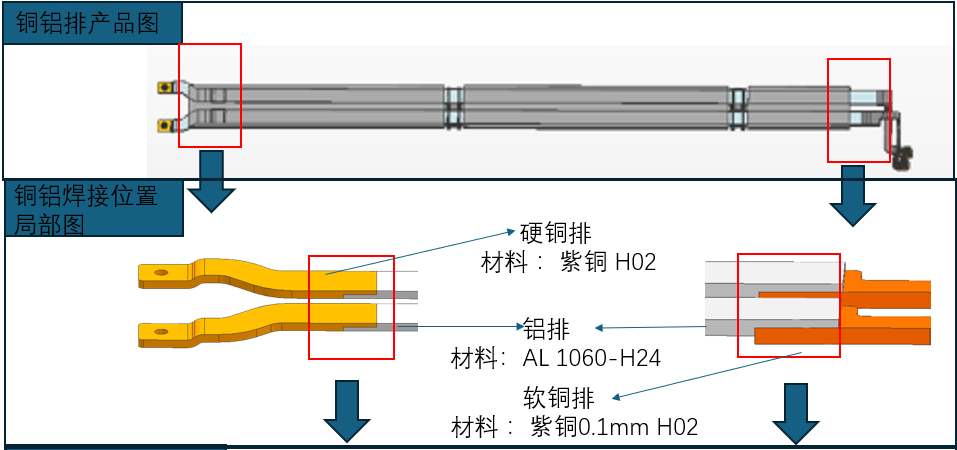
3、闪光对焊:
闪光对焊适用于电池包输出级铜铝母排的端面对接(如铜汇流排与铝电缆转接件),支持高电流(>1000A)传输。

核心原理:通过大电流(数千至数万安培)产生的电阻热使端面金属熔化,“闪光” 过程破除氧化层,随后施加顶锻力(数百至数千千牛)挤出熔化层,实现固态连接。
关键控制:
预压阶段确保端面贴合,闪光时间控制在 1-3 秒(避免铝过度熔化);
顶锻力需达到材料屈服强度的 1.5 倍以上,挤出脆性相;
焊后需去除飞边,并用砂纸打磨焊缝(降低接触电阻)。
电池包适用性:
优势:对接后导电路径连续,电阻比搭接焊低 30%,适合厚板(3-20mm);
局限:设备体积大,仅适用于电池包总装阶段,不适合在线返修。
4、钎焊:
钎焊通过低熔点钎料实现连接,在电池包分支电路、低压接线端子中仍有应用。
工艺分类:
中低温钎焊:采用 M51 钎料(179℃)或 WE CuAl-Q303 药芯焊丝(400℃),自带钎剂破除氧化层,可用热风枪加热,适合薄壁件(0.5-3mm);
高温钎焊:用 AlSi12 钎料在真空环境(10⁻²Pa)中 624℃保温,适用于需密封的连接(如电池包壳体引线)。
电池包适用性:
优势:成本低,可焊接复杂形状(如拐角、多排叠合);
局限:接头强度低(10-50MPa),长期高温下易老化,不适合主电路大电流场景。
5、摩擦焊:
摩擦焊(含搅拌摩擦焊、惯性摩擦焊)适合大型储能电池包的厚板连接(如铜铝过渡母排)。
搅拌摩擦焊:通过旋转搅拌头(转速 1000-3000r/min)摩擦生热(400-600℃),使材料塑化并混合,无熔化过程,接头强度达母材的 80%;
工艺特点:适合 3-20mm 厚板的搭接或角接,无脆性相生成,但设备体积大,焊接速度慢(<1m/min),仅用于离线预制。
三、铜铝复合材料
通过冶金复合工艺预先制成铜铝复合件,从根源减少界面问题,是未来高可靠性电池包的优选方案。
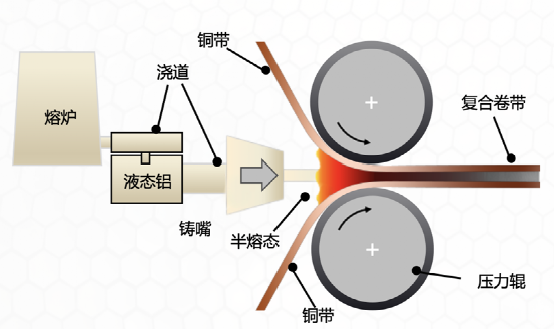
1、轧制复合母排
其中半熔态轧制复合法是以铝锭、铜板带作为原料,在高温、高压、无氧条件下,铜铝在复合过程中达到了半熔态,形成厚度 可达10mm 的复合带材,实现铜铝的冶金复合,避免了铜铝复合过程中铜、铝氧化的问题。
工艺流程:
配料一熔化一精炼一保温静置一在线除气一过滤一半熔态轧制复合一复合带卷一冷轧一热处理一精整一包装,铜铝冶金复合后其复合层之间不存在脆性相,解决了铜铝复合的氧化、共晶技术难题创建了半熔态复合理论。
工艺来源:铜一金属
性能优势:界面结合强度>70MPa,电阻比机械连接低 30%,比纯铜母排减重 40%;
电池包应用:作为电池包汇流主干道,适配高压(>800V)电池包。
2、爆炸复合厚板
利用炸药爆炸产生的高压(10-30GPa)推动铜层高速撞击铝层,使接触面局部熔化并结合(属于固态 – 液态混合复合)。
特点:可生产厚板复合件(厚度 5-50mm),界面呈波浪形(增大结合面积),耐振动性能优异,适用于大型电池包的高电流输出级;
局限:属于离线制造工艺,无法用于现场局部焊接,且设备需特殊安全许可。
四、工艺选择与优化方向
|
连接方式 |
适用场景 |
核心指标(电池包) |
成本等级 |
|
超声波焊接 |
薄壁汇流排、极耳连接 |
电阻<20μΩ,耐振动 10⁶次(10-2000Hz) |
中 |
|
闪光对焊 |
厚母排对接(输出级) |
电流密度>5A/mm²,强度>150MPa |
高 |
|
轧制复合母排 |
汇流主干道 |
电阻<10μΩ,减重 40% |
高 |
|
螺栓连接 |
电池包间高压连接 |
可拆卸,维护便捷 |
低 |
优化重点:
防氧化:焊接前用等离子清洗(去除 5-10nm 氧化层),连接后涂覆防氧化涂层(如硅橡胶);
抑制脆性相:采用固态焊接(超声波、摩擦焊)或添加中间层(如镍镀层)阻断 Cu-Al 反应;
轻量化与紧凑化:优先选用铜铝复合母排与超声波焊接,减少紧固件重量与空间占用。
电池包的铜铝连接需平衡电流承载能力、可靠性(105年 / 30 万公里寿命)、成本与重量,未来可能的趋势是 “超声波焊接(薄件)+ 铜铝复合母排(厚件)” 的组合方案。
超声波焊接和闪光对焊部分来源于:武汉焊玛智能装备有限公司谢经理
轧制复合母排资料来源于:洛阳铜一金属
