
软铜排现在大量应用于电池包内,价格通常是硬铜排的 1.5到2 倍左右,为什么这么贵呢,原因就是它的加工比硬铜排复杂,今天就把软铜排加工这一块讲述一下。
一、为什么要用软铜排?
1、电池包内:
首先硬铜排无法适合紧凑空间的多次折弯,另外软铜排可折弯补偿母线长度过长带来的尺寸公差,相当于电缆长度预留,便于装配;
2、储能系统:
承载交流200-800A 大电流时,多层铜箔通过集肤效应可以提升载流效率;
3、工业功率器件:
光伏逆变器、变频器中,拱形结构吸收温差带来的变形,通过表面贴镍片,耐盐雾可以≥500 小时,在 – 40℃~85℃湿热环境下寿命也可以满足10 年。
二、软铜排结构
1、导电主体:
根据载流量一般采用10-50 层 0.1-0.2mm 厚的T2 纯铜箔叠合,含铜量≥99.95%,为了增加软铜排的机械加工性能以及耐磨性,通常在软铜箔层外侧表面贴合镍片。
2、绝缘防护层:
主流为交联聚烯烃热缩套管(耐温 – 55℃~125℃,击穿电压≥3kV),隔热要求高的可以选用云母胶带和陶瓷硅橡胶。

三、软铜排加工工艺
1、材料预处理:
铜箔超声波清洗后烘干,连接部件采用数控进行切割;
2、叠合焊接:
铜箔对齐叠放(偏差≤0.2mm),点焊定位后焊接,镍片与主体精准贴合;
3、成型加工:
冲压:
通过数控冲床在软铜排连接端加工安装孔,确保与外部部件的精准装配;
冲切过程避免机械损伤铜箔或镍层,防止产生毛刺影响绝缘层贴合。
抛光:
针对冲压、切边后的锐角或残留毛刺,采用抛光轮进行钝化处理,消除锋利边缘,避免后续装配中划伤绝缘层或操作人员,同时提升镍片表面平整度。
折弯:
使用数控折弯机按设计角度折弯,折弯半径需≥铜箔总厚度的 2 倍,防止铜箔断裂或镍片剥离;
折弯后经 100-120℃、30min 应力释放处理,避免回弹影响安装适配性。
绝缘处理:
套热缩套管加热固定,裸露的镍层钝化处理;
成品检验:
通过目视检测外观质量,卡尺或者专用工装测量尺寸偏差。
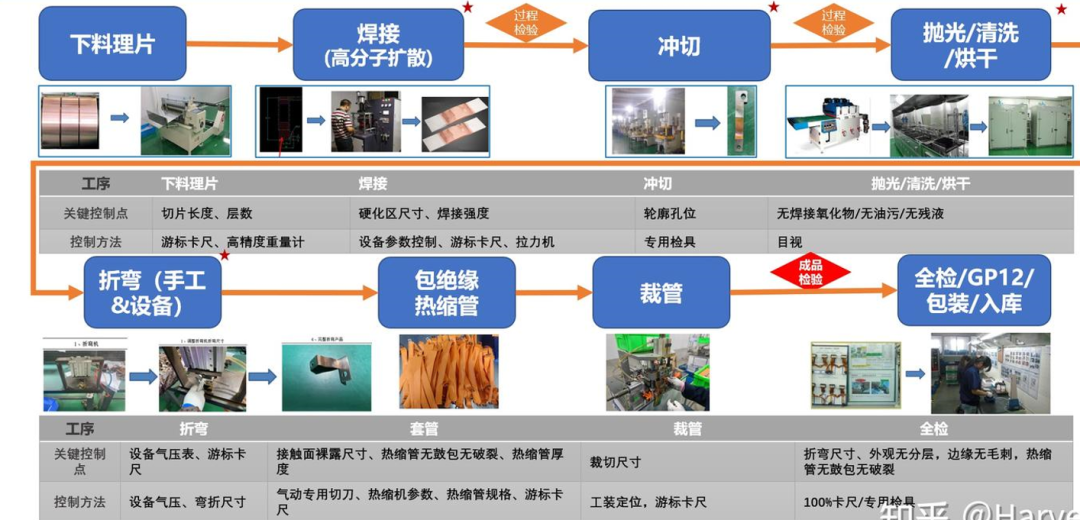
图片来自:知乎@Harvey
四、软排加工问题
在软铜排生产的来料、压力、焊接、冲切、打磨抛光、切管等过程中,管理不当会造成各种质量问题。
来料环节:
混料,导致铜箔材质不一样,焊接时产生断裂或融合不充分;
焊接环节:
工艺参数不当或定位不可靠,出现焊接过度、强度不足、区域长度超差或过薄等问题,引发产品变形、开裂分层、过流能力不足等后果;
冲切:
因模具刀口磨损问题,导致开裂、分层、毛刺;
打磨抛光:
因打磨过度、原材料自带或未打磨完成,造成漏铜、镍带破片、毛刺残留等问题;
切管环节:
刀具松动、控制精度问题,导致铜排断裂、硬化区域损伤。
这些失效由材料管理、工艺参数、模具刀具及操作管控等原因引发,最终会造成材料性能、尺寸、导电及结构可靠性等方面的不良后果。
本篇文章来源于: 新能源安全技术

学习了