
铜铝排专题:软铜排的扩散焊接及自动化加工
上篇文章介绍了软铜铝排的加工工艺,可以看出软铜排加工的核心是高分子扩散焊接。
本文继续讲解软铜排知识,首先软铜排扩散焊接原理,然后介绍自动化生产设备。

图片来自:无锡海菲智能装备
一、高分子扩散焊接原理
1、扩散焊定义:
扩散焊(DFW)是一种固相焊接方法,核心在真空或保护气氛环境中,是将待焊工件紧密贴合,加热至母材熔点以下温度,并施加压力,经一定时间的保温,通过接触面间原子的互相扩散及界面迁移,达到零件的冶金结合目的。
2、焊接原理:
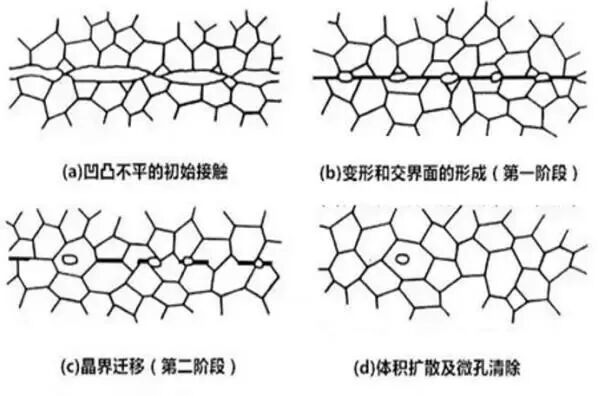
焊接过程界面变化分为三个阶段:
第一阶段物理接触:表面微观凸起塑性变形,破碎氧化膜形成紧密的接触面;
第二阶段扩散反应:界面原子获得能量后相互扩散,形成微小结合区;
第三阶段结合层成长:结合区持续扩大,最终形成与母材性能接近的冶金结合层。
3、焊接特点:
该工艺无需填充金属、母材不过热、不熔化,焊件精度高、变形量小,适合结构复杂、厚薄相差较大的工件焊接。
来自:公众号 小为云扩散焊机
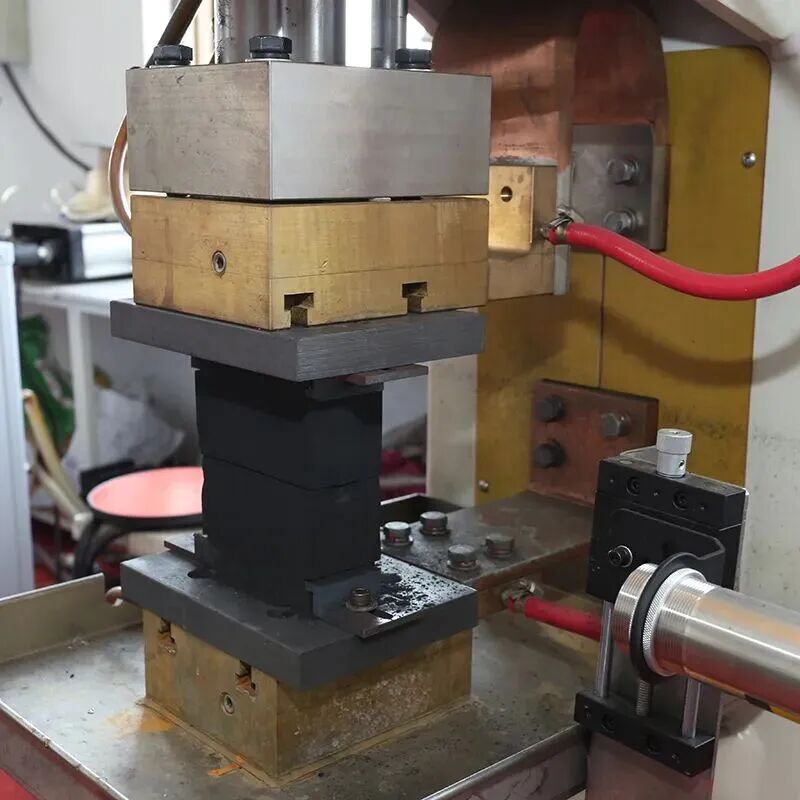
二、软铜排自动裁切焊接机
1、系统构成:
软铜排自动裁切焊接机,整合铜箔上料、铜箔裁切、铜箔包镍片、扩散焊接、成品下料等工序,无需人工操作;
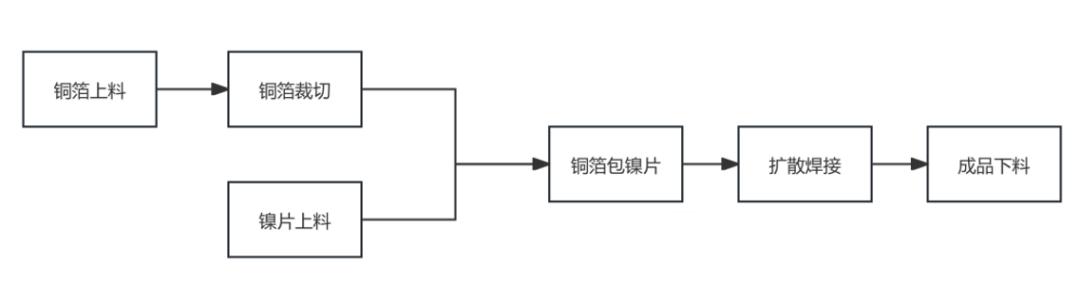
1、加工工序:
铜带自动上料(智能抓取卷料连续供给)→ 精准裁切(按规格裁切成指定尺寸)→ 镍片上料与铜箔包镍(同步输送并包裹待焊部位)→ 高分子扩散焊接(真空 / 保护气氛下精准控温、控压、控时)→ 成品自动下料收集。
2、特点:
设备搭载高精度传感器与智能控制系统,既避免人为误差,又解决薄材焊接烧穿、异种金属连接难题,可用于 15-60mm 宽度、130-800mm 长度的铜排软连接焊接加工。

来自:公众号 小为云扩散焊机
三、铜铝箔排自动生产系统
1、系统构成:
核心由传递机器人(1-2 台,含多自由度工业机器人与出料机械臂)、金属箔片自动裁切整理装置、高频点焊机、冷却装置及配电控制柜组构成。

2、加工工序:
流程上,先通过裁切整理装置完成卷料放料、裁切、计数堆叠,再由机器人移送至点焊机焊接,最后经水冷喷淋冷却防氧化,实现 “原料 – 成品” 全自动化生产。

信息来自:无锡海菲智能装备有限公司专利CN202421357873铜铝箔排自动生产系统。
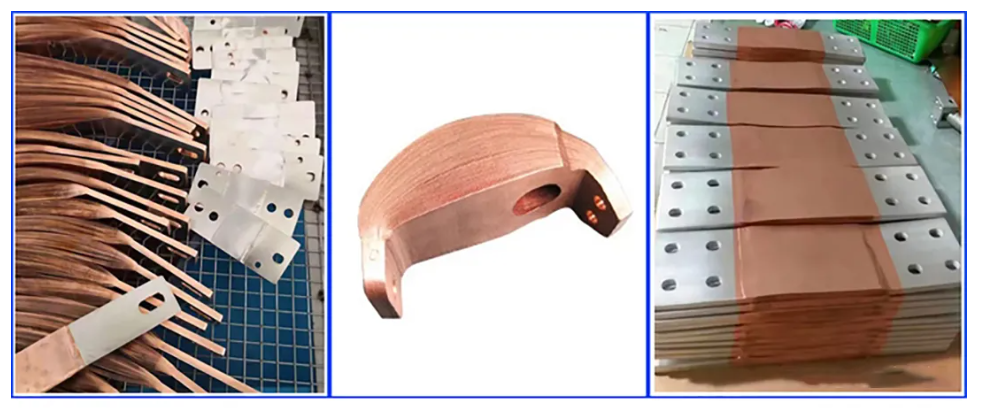
四、软包铜排全自动生产系统:
1、系统构成:
系统由放料机构、裁断机构、叠片机构、焊接机构、冷却机构、模切机构、抛光机构七个部分协同运作;
实现从软铜片放卷、裁断、叠片、焊接成软包铜排,到冷却、模切两端成指定形状、抛光锐角为钝角的全自动化生产。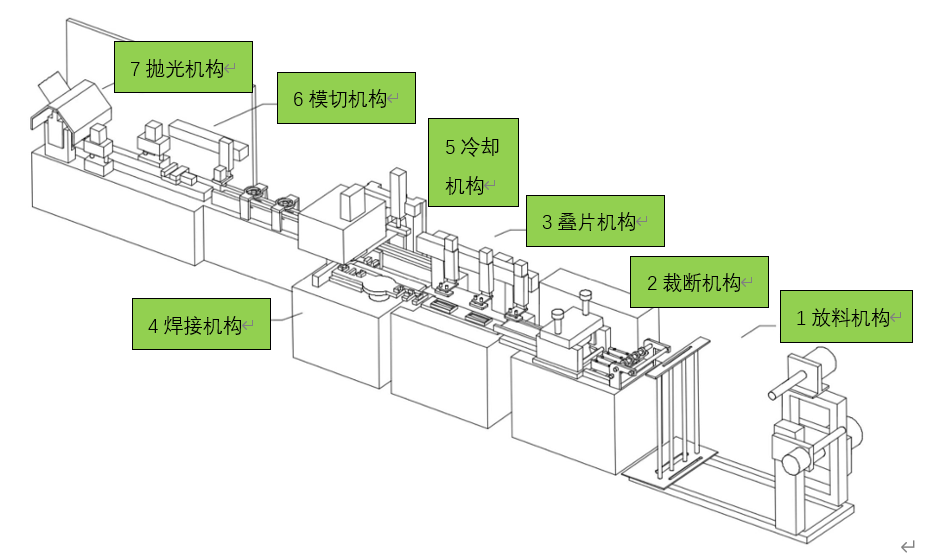
2、特点:
自动化系统通过精准导向(如宽度限位环控制铜片宽度)、定位(如治具槽)设计保证加工精度,放料导向辊可沿拉槽调节,模块化治具适配不同规格,实现高效切换,满足不同规格铜排生产需求。
信息来自:广东合晟新能源科技有限公司专利CN202410321745_软包铜排全自动生产系统。
五、总结
可看出软铜排加工核心为高分子扩散焊,采用自动化设备可实现批量快速的生产,从而达到降低人力与制造成本,价格可以降到1.2-1.5倍以内,还能保证产品的一致性和加工精度要求。
本篇文章来源于: 新能源安全技术
