
在软铜排开发不同阶段,需要提出技术要求和测试标准,今天总结了下,供大家根据不同项目进行参考。
一、外观
表面质量:
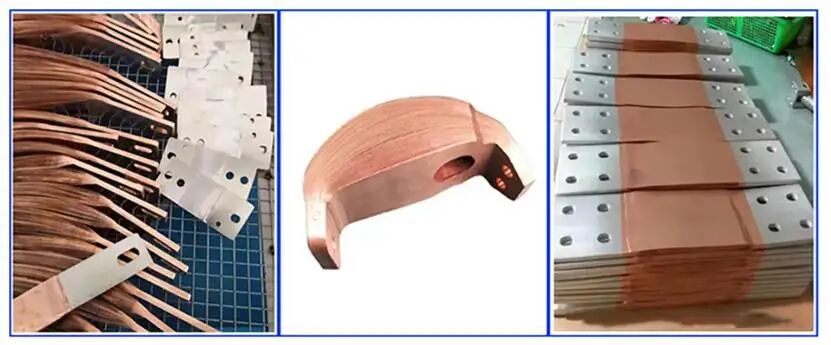
整体:表面应光洁,无明显油污、腐蚀、斑点,凹凸、折痕、残缺、锈蚀、污渍、飞边、指纹、打磨痕迹等残缺,无明显伤痕。;
热压后如果产品钝化处理,不允许损坏纯镍片,热压区不得有凸起、凹坑及明显划痕。
热缩套管为橙色,且无破损,铜排贴合良好。
测试方法:
采用目测法,可通过 10 倍放大镜辅助观察细节,每批次抽检比例为 10%。

图片来自:无锡海菲智能装备
二、材料与结构要求
1、铜箔:
技术要求:
采用纯度≥99.9% 的 T2 级软态铜箔,厚度 0.1mm±0.005mm,材质符合《GBT 5231-2022加工铜及铜合金牌号和化学成分》要求;
铜基体力学性能:抗拉强度≥205MPa,延伸率≥30%,硬度 47≤HV≤70。
测试方法:
材质成分:通过GB/T2975 电感耦合等离子体原子发射光谱法检测。
抗拉强度用拉力试验机测试,抗拉强度、延伸率依据GB/T 10120-2013执行。
2、镍片:
镍含量≥99.5%,厚度 0.1mm±0.005mm,用于增强耐腐蚀性。
3、热缩管:
技术要求:
需达到 UL 94 V-0 阻燃等级,绝缘电阻≥100MΩ(1000VDC),耐电压 2500V AC,符合 GB/T 18380.31—2008 阻燃测试标准。
测试方法:
采用绝缘电阻测试仪对热缩管施加 1000VDC 电压,待读数稳定后(施加电压 1min 后)测量;
耐压:通过耐压测试仪对热缩管施加 2500V AC(50Hz)电压,电压从低于规定值的水平逐渐升至 2500V 并保持 1min,期间需无击穿、闪络现象。
4、尺寸与公差
技术要求:
多层铜箔与镍片叠加后,机加工成型需要尺寸公差控制在 ±0.1mm 以内,折弯半径 R≥2 倍的总厚度。
测试方法
尺寸:采用游标卡尺测量。
图片来自:公众号小为云扩散焊机
三、电气性能技术要求与测试
1、导电性能
技术要求:
电导率要求:厚度≤1.5mm 时 ≥56MS/m,厚度 > 1.5mm 时≥47MS/m。
测试方法:
电导率通过导电率测试仪检测。
2、额定电流
技术要求:
铜排额定电流工作后,外观,无破损、变形、镀层脱落;温升符合技术要求;绝缘电阻达标;
测试方法:
以额定电流作为测试电流,采用 “45 分钟通电 / 15 分钟断电” 的循环模式,累计完成 500 次循环;环境温度为常温(23℃±2℃)或系统实际操作温度。
3、过电流
技术要求:
铜排过载电流后,外观,无破损、变形、镀层脱落;温升符合技术要求;绝缘电阻达标;
测试方法:
以额定电流的 2 倍作为测试电流,采用 “1 分钟通电 / 9 分钟断电” 的循环模式,累计完成 1000 次循环;环境温度为常温(23℃±2℃)或系统实际操作温度。
四、机械性能
1、力学性能
技术要求:
多层复合剥离力≥50N,
测试方法:
剥离力采用拉力试验机测试。
2、可靠性
技术要求:
疲劳耐久摆动,铜排内部无断层,铜镍结合区域,无分层现象。
测试方法:
使用摆动疲劳试验机,装夹多层连接件,一端固定、另一端上下摆动,设定摆动振幅 1mm、频率 4200 次 / 小时,启动设备完成至少 20000 次循环测试;
测试结束后,用 10× 显微镜核查内部是否断层,再目测硬化区域是否分层。
五、环境可靠性
1、盐雾腐蚀
技术要求:
满足72h中性盐雾试验,试验后产品外观(颜色除外)、性能均满足要求。
检测方法:
将铜排样品放入盐雾试验箱,按照中性盐雾试验标准(如GB/T10125)进行72h试验,试验结束后清洗样品,检查外观质量,并复测耐压、绝缘等性能。
2、其它
高低温、温度冲击、湿热循环试验(双85)要求和测试,请参考:
本篇文章来源于: 新能源安全技术
