
灭弧系统是保障分断安全的关键,其失效将导致电弧持续危害触点与电路安全。
一、灭弧系统失效分析
1、分断电弧演变过程:
电弧初始最高温度达 25000K,受吹弧磁场作用但初始洛伦兹力不足;
0.34ms 开始在触头间运动,此时触头分断速度小,电弧长度变化小,随后动触头下移使电弧长度增加、电压上升。
1.48ms 时弧根位于动静触头边缘,弧柱向外弯曲拉长,弧根温度高于弧柱且温差变大。之后电弧持续左移,1.52ms 触灭弧室内壁,形成反向气旋,1.65ms 气旋运动至触头处消失。
1.88ms 电弧呈 C 字型,随后弧柱体积增大、高温区扩散,温度下降,2.52ms 熄灭。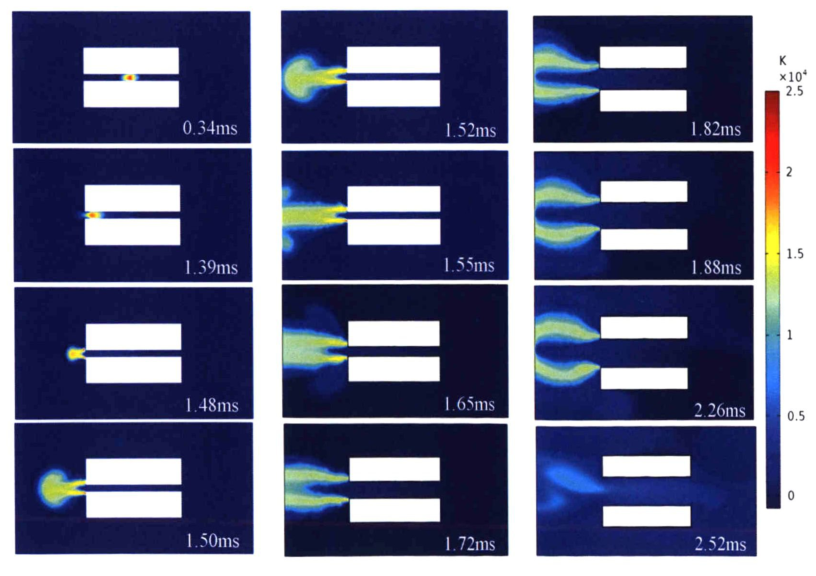
2、灭弧过程分析
灭弧过程分为起弧、拉弧、吹弧、熄弧四阶段。
陶瓷密封直流接触器(以750 V/250A接触器为例)分断典型电弧电压电流波形,灭弧过程四阶段起弧、拉弧、吹弧、熄弧,分界点为 b、c、d如下图所示:
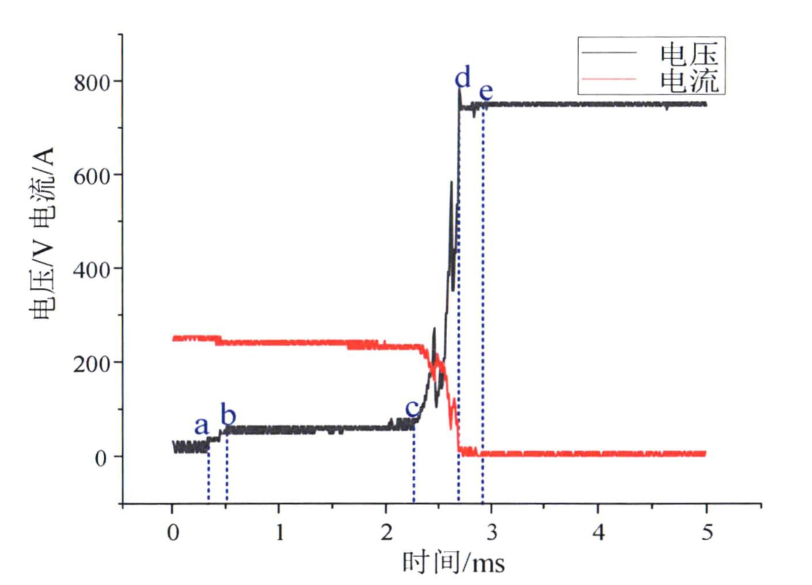
起弧阶段两断口先后打开,电压两次跃升,触头烧蚀剧烈。
拉弧阶段触头开距小,电弧靠动触头运动拉长,电压缓慢上升,功率约 15kW。
吹弧阶段电弧被磁场拉弯变长,电压骤升、电流剧降,因杂散电感出现过电压。

熄弧阶段电流约 10A,电弧是否熄灭与区域温度和磁场扰动相关,可能重击穿。

3、案例分析:
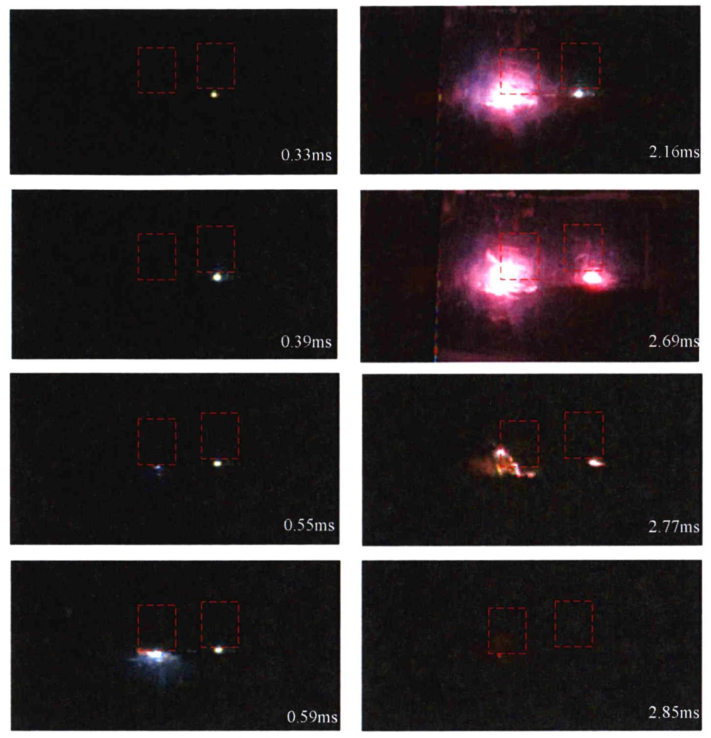
实验接触器两个触点断口非同步开断,右侧先打开,0.33ms 产生电弧(明亮光点);0.55ms 左侧断口打开,电弧开始燃烧。2.69ms 时电弧长度和亮度最大,对应功率峰值;
2.77ms 亮度变暗、长度缩短,进入熄弧阶段。2.85ms 右侧电弧熄灭,左侧虽有高温气体但电路已分断。
二、磁吹装置失效
失效模式:永久磁铁磁性衰减、磁场方向偏移。
失效原因:高温环境导致磁体退磁;剧烈振动使磁体位置偏移。
对功能的影响:电弧无法被有效 “吹” 向灭弧室,持续烧蚀触点,缩短触点寿命;甚至引发触点熔焊,分断功能失效。
检测方法:磁场强度测量、分断时电弧轨迹观察(通过高速摄像)。
三、气体灭弧室失效
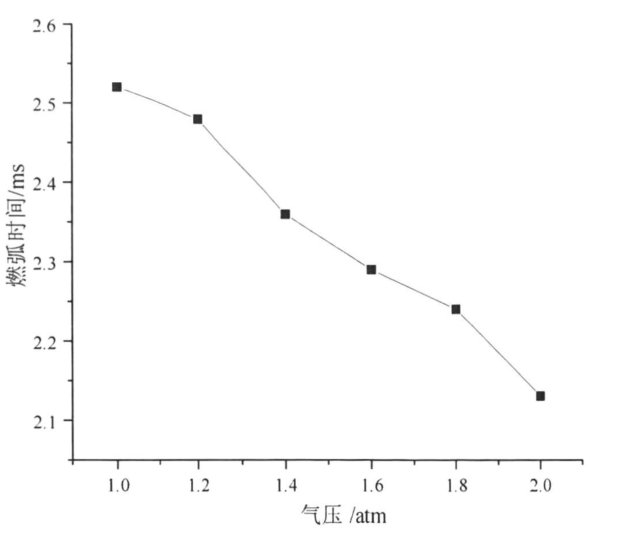
不同气压下氢气电弧的燃弧时间,随着气压的增大,燃弧时间逐渐缩短,如下图所示。如果灭弧气体泄漏,气压的减小,燃弧时间将增加。
失效模式:灭弧气体泄漏、气体纯度下降。
失效原因:环氧 / 陶瓷封装密封不良(如焊接缝开裂、封装材料老化);灭弧室壳体受冲击破损(如碰撞工况)。
对功能的影响:灭弧能力大幅下降,直流电弧难以熄灭,导致触点烧损、电路复燃,甚至引发电池包内部短路。
检测方法:气密性测试(如氦质谱检漏)、气体成分分析等。
四、灭弧罩 / 灭弧栅失效(针对空气灭弧式)
失效模式:灭弧罩破裂、灭弧栅片氧化或变形。
失效原因:电弧高温冲击导致耐弧材料老化;振动或装配不当导致结构损坏。
对功能的影响:无法有效分割、冷却电弧,分断时电弧持续时间延长,加剧触点烧蚀。
检测方法:外观检查(裂纹、变形)、耐弧性能测试(模拟分断工况)。
文中部分图片和内容来自:秦聪的论文陶瓷密封直流接触器分断电弧特性研究

[…] 动力电池配电盒BDU安全设计(二三)直流接触器灭弧系统失效分析 […]