
本周主要把特斯拉充电用的铝棒和国内使用的铝排进行了分析,并介绍了进行铝排加工必不可少的工具:折弯机和剥皮机械。

今天集中讨论留言区和群内的典型问题,,并补充机械剥皮机内容。
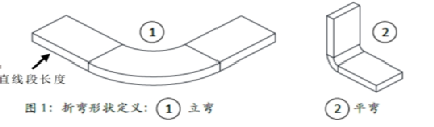
一、立弯、平弯概念讨论
1、问题点:
在《铜铝排专题:铝排折弯》发布后,就有不同的意见反馈,讨论立弯和平弯是不是反了,图1应该是平弯,图2应该是立弯。
原文内容如下:
立弯(窄面弯曲):
是充电口附近的常用方式,适用于水平方向的转向。
平弯(宽面弯曲):
沿铝排宽度方向弯曲,弯曲平面与宽边垂直,适用于垂直方向的转向。
2、图示来源:
来源自深圳市凝创机械设备有限公司的手册,全自动硬排成型机CX-11-标准版。
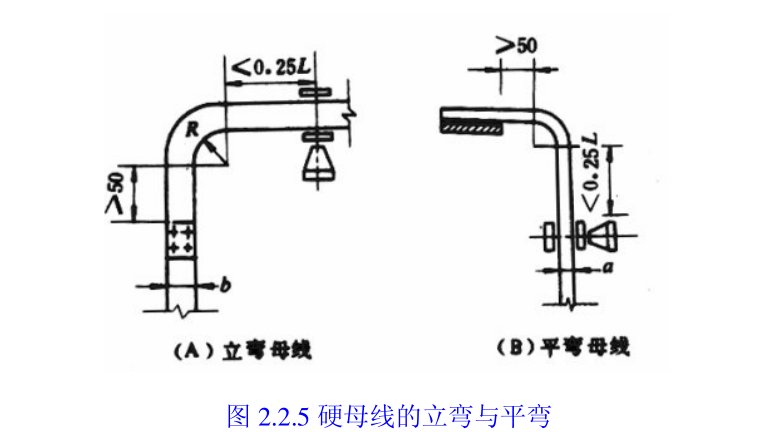
3、标准探究
先找的《DL_T 5841-2021 电气装置安装工程 母线装置施工及验收规范》,里面并没有明确的概念,只有一个配图,虽然下面标明硬母线的立弯和平弯,但是说左边就是立弯,还是有些牵强的。
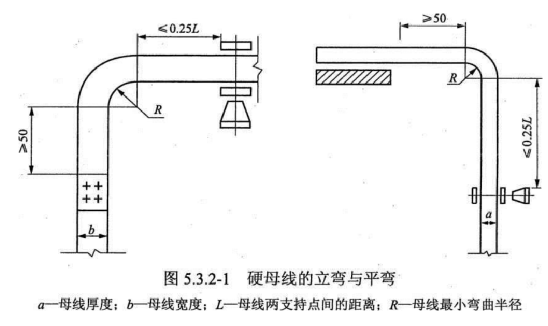
再找标准:在《GBJ149-90 电气装置安装工程母线装置施工及验收规范》中终于对应上去了,硬母线的立弯和平弯明确标识上了。
当然如果采用不同名称,需要在图纸上标注好折弯方向。
上述内容均已放入网盘,大家关注公众号,并发消息数字21即可得到。
二、铜排烧蚀问题谈论

1、故障现象
为了装配尺寸便利,图中两个铜排搭接处开长孔,并进行螺栓固定,运行过程中,螺栓处有烧蚀现象。
2、原因分析
开孔过大引发螺栓烧蚀的原因
接触面积锐减:螺栓与铜排孔壁无有效接触,仅靠螺栓头部局部导电,接触电阻飙升,热量骤增(Q=I²Rt)。
压力分布不均:铜排偏移导致紧固压力集中,局部 “虚接” 形成热点,温度超过螺栓耐热极限。大电流下产生电弧(3000℃以上),直接烧灼螺栓。
3、解决办法
设计端:开孔设计和尺寸链核算
电连接合理布局设计,并进行尺寸链核算,纳入铜排长度、厚度、开孔尺寸、螺栓直径、垫片厚度等要素,核算极端公差下装配间隙。
开孔长度仅保留必要调整量,并且限制横向偏移等。
加工端:精度控制
开孔公差 H11 级,孔位偏差≤±0.1mm,孔壁无毛刺(Ra≤6.3μm);
搭接面平面度≤0.2mm,镀锡层均匀(5~8μm),确保贴合紧密。
采用软铜排适配复杂空间:
复杂空间建议采用软铜排便于调整
选多层薄铜片结构,截面积比硬铜排放大 10%~20%;
工艺配套
按规格定扭矩,用扭矩扳手施工;
装配前清理接触面并涂导电膏,测量接触电阻≤0.1mΩ。
三、机械剥皮机
上期发了激光剥皮机的视频,后台还有询问机械剥皮机情况的,今天一并补充发布,供大家参考。
1、铜铝排机械剥皮设备

新能源铜铝排去皮的专用设备,可适配 PA 硬铜排及 PA、PVC、PI 等多种材质绝缘层。
其采用物理加工原理,通过环切刀环切、高频加热、机械顶出的组合工艺实现剥皮,彻底解决铜铝排表面残胶、发黑痛点。
具体剥皮视频如下:
2、设备优点:
强适应性与灵活性:更换治具即可适配多款产品,可随折弯机摆放并灵活移动,还衍生出过折弯角剥皮、中间段剥皮等异形铜排加工设备。
凭借环保、高效、省人工的特点,已被 90% 以上的国内铜排头部企业采用,成为行业内公认的 “剥皮神器”,为铜铝排生产实现显著降本增效。
本篇文章来源于: 新能源安全技术

👍